




The process of Galvanizing
Metallic zinc coatings are applied to prepared steel surfaces by galvanizing, electroplating, mechanical plating, sherardising, painting with zinc-rich coatings and zinc spraying or metallising. Of these the galvanizing process is by far the most widely used. Galvanizing is normally carried out to AS/NZS 4680 “Hot dip galvanized coatings on fabricated iron and steel articles – Specification and test methods”.
Prepared items are galvanized by immersion in molten zinc. The surface of the work is completely covered, producing a uniform coating of zinc and zinc-iron alloy layers whose thickness is determined principally by the mass of the steel being galvanized. This is an important advantage of the galvanizing process – a standard minimum coating thickness is applied automatically.
The molten zinc in the galvanizing bath covers corners, seals edges, seams and rivets, and penetrates recesses to give complete protection to areas which are potential corrosion spots with other coating systems. The galvanized coating is slightly thicker at corners and narrow edges, giving greatly increased protection compared to organic coatings which thin out in these critical areas.
Complex shapes and open vessels may be galvanized inside and out in one operation. Articles ranging in size from small fasteners to structures hundreds of metres high may be protected by the use of modular design techniques. Large galvanizing baths, in conjunction with modular design techniques and double-end dipping allow almost any structure to be galvanized, with greatly reduced maintenance costs and extended service life.
Visual inspection of galvanized products shows that work is completely protected and gives an excellent guide to overall coating quality.
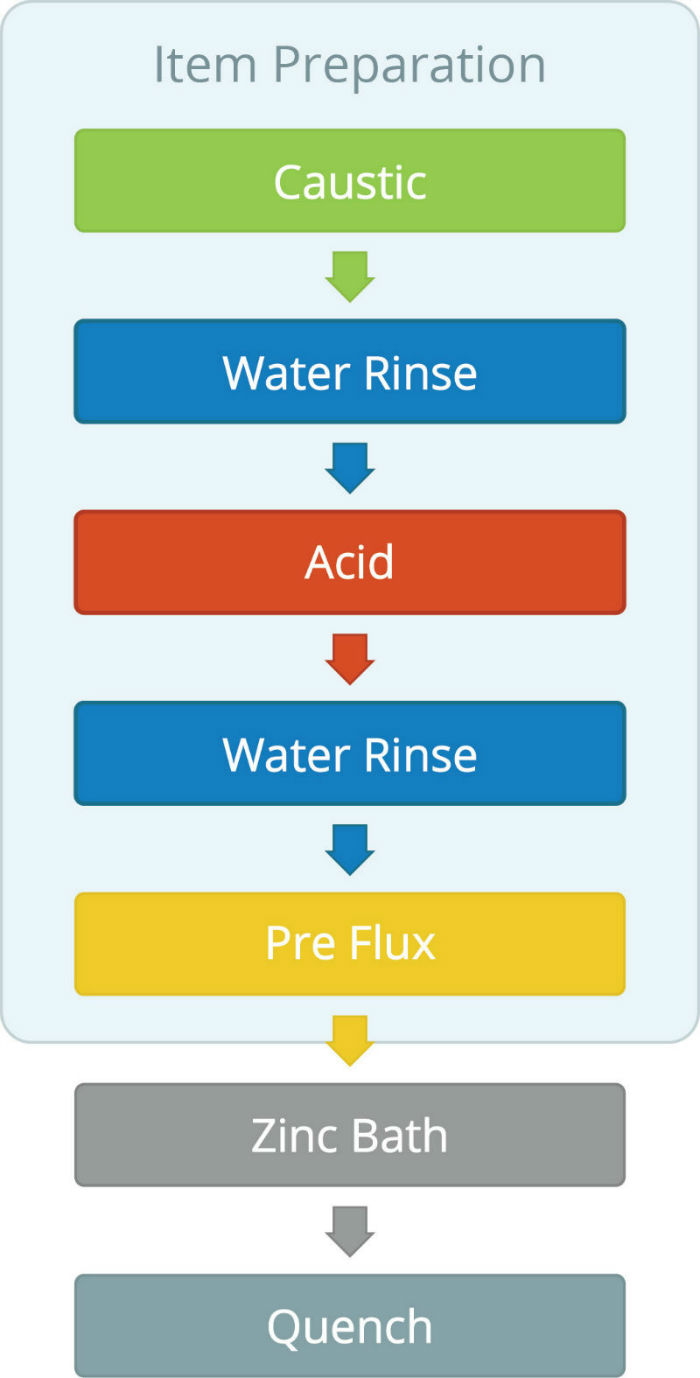
Preparation of Work for Galvanizing
Scale, rust, oil, paint and other surface contaminants are carefully removed from Rolled steel surfaces and some paint surfaces covered by heavy mill scale may require abrasive blast cleaning prior to acid cleaning.
Fluxing
The acid-cleaned steel article is immersed in a flux solution, usually 30 per cent zinc ammonium chloride, maintained at about 65 C. The flux solution removes the oxide film which forms on the highly reactive steel surface after acid cleaning, and prevents further oxidation before galvanizing. The work is then dried ready for galvanizing.
Galvanizing
On immersion in the galvanizing bath the steel surface is wetted by the molten zinc and reacts to form a series of zinc-iron alloy layers. To allow formation of the coating the work remains in the bath until its temperature reaches that of the molten zinc, in the range 450 C to 465 C. The work is then withdrawn at a controlled rate and carries with it an outer layer of molten zinc which solidifies to form the relatively pure outer zinc coating. The period of immersion in the galvanizing bath varies from several minutes for relatively light articles, 15 minutes for massive structural members. The resulting galvanized coating is tough and durable, comprising relatively Pure zinc and zinc-iron alloy layers bonded metallurgically to the underlying steel, completely covering the article and providing unmatched resistance to abrasion, An important advantage of the galvanizing process is that visual inspection shows that work is completely protected and gives an excellent guide to coating quality.

Quench
Items are quenched in a mild sodium dichromate solution to prevent the onset of wet storage staining during the early life of galvanizing.
Galvanizing Fasteners and Small Components
Fasteners and small components are loaded into perforated cylindrical steel baskets. After acid pickling and prefluxing, baskets are lowered into the galvanizing bath. On withdrawal from the molten zinc, baskets are raised without delay into a centrifuge or ‘spinner’ and rotated at high speed for 15 to 20 seconds. Excess zinc is thrown off, providing a smooth, uniform coating.
Coating Thickness
During the first minute of immersion in the galvanizing bath zinc-iron alloy layers grow rapidly on the surface of the steels which are most commonly galvanized. The rate of alloy layer growth then diminishes and is finally very slow. When the work is withdrawn from the bath an outer layer of relatively pure zinc is also carried out. The total zinc coating mass applied depends mainly on the mass and thickness of the steel being galvanized.
AS/NZS 4680 specifies the following minimum average coating thicknesses for steel which is not ultra-low reactive:
NOTE: 1 g/m2 coating mass = 0.14 µm coating thickness.
| Article thickness mm | Local thickness minimum µm | Average Coating thickness minimum µm | Average Coating mass minimum g/m2 |
|---|---|---|---|
| ?1.5 | 35 | 45 | 320 |
| >1.5 ?3 | 45 | 55 | 390 |
| >3 ?6 | 55 | 70 | 500 |
| >6 | 70 | 85 | 600 |
As indicated the total coating mass on heavier steel sections normally contains a minimum of 600 grams of zinc per square metre of surface area, (g/M2 ) equivalent to about 84 µm thickness. As illustrated below, coating thickness is slightly greater at corners.
Galvanized coatings are slightly thicker at corners and edges as shown, an important advantage over most organic coatings which thin out in these critical areas.
The structure of the galvanized coating and the relative thickness of its zinc-iron alloy layers have little or no effect on the protective life of the coating. Protective life depends basically on total coating mass.
On most commonly galvanized steels, the relatively pure outer zinc layer of the galvanized coating solidifies to give the typical bright zinc crystal or ‘spangle’ finish. Certain steel compositions may cause the zinc-iron alloy layer to grow through to the surface of the galvanized coating producing a matt grey finish sometimes known as ‘grey bar’, as discussed below under ‘Composition of steel’.

Factors Influencing Coating Thickness
The thickness, alloy structure and finish of galvanized coatings are influenced by:
- Surface condition of steel
- Composition of the steel. Increasing the period of immersion in the galvanizing bath will not increase coating thickness except in the case of silicon steels, as discussed below.
Surface Condition of Steel
Grit blasting steel before galvanizing roughens the surface and increases its surface area, resulting in higher reactiveness to molten zinc. Greater zinc-iron alloy growth occurs during galvanizing, producing thicker coatings, though at the expense of a rougher surface and poorer appearance.
Application of this method of achieving thicker coatings is generally limited by practical and economic considerations. Where increased service life or reduced maintenance is required the use of duplex galvanizing-plus-paint systems is a preferable alternative.
Composition of Steel Both silicon and phosphorous contents can have major effects on the structure, appearance and properties of galvanized coatings. In extreme cases, coatings can be excessively thick, brittle and easily damaged.
Silicon Certain levels of silicon content will result in excessively thick galvanized coatings. These very thick coatings result from the increased reactivity of the steel with molten zinc. Excessive growth in coating thickness takes place on steels with silicon contents in the range 0.04 to 0.14%. Growth rates are less for steels containing between 0.15 and 0.22% silicon, and increase with increasing silicon levels above 0.22%. Galvanized coating on silicon steels are usually dull grey in color with a rough finish and may be brittle.
Phosphorus The presence of phosphorous above a threshold level of approximately 0.05% produces a marked increase in reactivity of steel with molten zinc, and rapid coating growth. When present in combination with silicon, phosphorous can have a disproportionate effect, producing excessively thick galvanized coatings.